

ჩაის ბუჩქების ბრტყლად გასხვლის უპირატესობა და მანქანის ტექნოლოგიური სქემა
საქართველოში ჩაის კულტურა ძირითადად ცილინდრული ზედაპირის მქონე უწყვეტი შპალერების სახით მოიყვანება, რომლის ფოთოლსაკრეფი ზედაპირის ფორმირებაზე მნიშვნელოვნად არის დამოკიდებული მოკრეფილი ფოთლისა და საბოლოო პრუდუქციის ხარისხი. ბუნებრივ პირობებში ჩაის მცენარეს მეჩხერი დატოტვა აქვს და მოსავლის აღების ე.ი ნორჩი ფოთლების (დუყების) კრეფის მექანიზაცია პრაქტიკულად გართულებულია. ექსპლოატაციის პირობების გამარტივების მიზნით ჩაის ბუჩქებს თანდათანობით ეძლევათ ვარჯშეკრული შპალერის ფორმა. ამისათვის მიმართავენ გასხვლების მთელ სისტემას, რომლებიც სახსრული დაკიდების მქონე სპეციალური დანიშნულების რკალური სასხლავი აპარატებით სრულდება.
გასული საუკუნის მეორე ნახევარში საქართველოში, მსოფლიოში პირველად დამუშავდა ჩაის პლანტაციებში სამუშაოდ განკუთვნილი რკალური ფორმის სასხლავი და საკრეფი აპარატები, რომელთა მუშა ორგანოები განლაგებული არიან და მოძრაობენ ცილინდრულ ზედაპირზე. შესაბამისად, ასეთი აპარატები ჩაის ბუჩქს გასხვლის შემდეგ ცილიდრული ფორმის ზედაპირს უტოვებენ. ბუჩქისადმი ასეთი ზედაპირის მიცემა მეცნიერების მიერ დასაბუთებულია იმ მოსაზრებით, რომ შპალერის მუშა ზედაპირის როგორც ცენტრალურ, ისე პერიფერიულ უბნებზე მცენარის ფესვთა სისტემიდან საკვები ელემენტები თანაბრად მიეწოდება, რაც განაპირობებს ერთნაირი დუყების წარმოქმნას ბუჩქის ფოთლსაკრეფ მთლიან ზედაპირზე. სწორედ ამ მოსაზრების გათვალისწინებით, საქართველოში გასული საუკუნის მეორე ნახევარში დაფუძნებულ იქნა ჩაის ბუჩქების ცილინდრული ფორმის ზედაპირით გასხვლის ტექნოლოგია და შესაბამისად შექმნილ იქნა, მთელი რიგი, ცილინდრული ფორმის სამუშაო ორგანოების მქონე ჩაის ბუჩქის სასხლავი და ფოთოლსაკრეფი აპარატები.
პრაქტიკამ გვიჩვენა, რომ რეალურ საექსპლოატაციო პირობებში რკალური სასხლავი აპარატების მუშაობა გართულებულია მთელი რიგი დინამიური ფაქტორების ზეგავლენის შედეგად, როგორიცაა ინერციის ძალები, რეაქტიული მომენტები, ხახუნის ძალების შედარებით გაზრდილი სიდიდე და სხვა. საერთო ჯამში, ამ ძალების ზემოქმედების შედეგად ხდება მუშა ორგანოების გადახრა შპალერის სიმეტრიის ღერძიდან. ასევე რკალური სასხლავი აპარატების მუშაობის ხარისხზე მნიშვნელოვან ზეგავლენას ახდენს თვითმავალი შასის (ტრაქტორის) ჩარჩოს იძულებითი გადაადგილება ვერტიკალური და ჰორიზონტალური მიმართულებით, რაც გამოწვეულია თვითმავალი შასის სავალი ნაწილის, ჩაის რიგთაშორისებში ნიაადგის რელიეფთან შეგუების შედეგად. აღნიშნული ფაქტორები განაპირობებენ შპალერის გასხლული ზედაპირის ფორმის არათანაბრობას, რაც შემდგომში ართულებს ჩაის საკრეფი მანქანების მუშაობას, ვინაიდან მნიშვნელოვნად ძნელდება საკრეფი აპარატების მორგება ჩაის ბუჩქის სამუშაო ზედაპირზე, შესაბამისად მცირდება მოკრეფილი დუყების რაოდენობა და უარესდება მათი ხარისხი.

რკალური ფორმის სასხლავი აპარატების იძულებით ვერტიკალურ რხევებს, ნაწილობრივ აბალანსებენ აპარატის საკიდი სისტემები. ხოლო, რაც შეეხება ჰორიზონტალურ გადაადგილებებს, ისინი ბუჩქის პერიფერიულ ნაწილებში იწვევენ კრეფის პროცესის გაუარესებას და მოკრეფილი ფოთლის ხარისხის დაცემას.
ტექნიკის მეცნიერებათა დოქტორის, აკადემიკოს ნოდარ გაბუნიას მიერ ჩატარებული კვლევების შედეგად, დადგენილ იქნა რკალური აპარატებით, გასხვლის შედეგად მიღებული შპალერის მუშა ზედაპირის პარამეტრების გადახრის სიდიდეები. როგორც ჩატარებული კვლევებიდან ჩანს, გასხვლის შედეგად მიღებული შპალერის მუშა ზედაპირის პარამეტრების გადახრები ნორმალური ცილინდრული ფორმისაგან საბოლოო ჯამში აისახება მუშა ზედაპირის განივი კვეთის სიმრუდის რადიუსის ცვლილებით და მისი ცენტრის ჰორიზონტალური მიმართულებით გადაადგილების სიდიდით.რეალურ საექსპლოატაციო პირობებში, სასხლავი აპარატის გადახრების შედეგად, მიღებული უხარისხო გასხვლის აღმოფხვრის მიზნით, მიმართავდნენ სასხლავების ორმაგ გავლას ურთიერთსაწინააღმდეგო მიმართულებით; რაც, შრომისა და საწვავის ხარჯების გაორმაგების შედეგად მნიშვნელოვნად ზრდის გასხვლის პროცესის ღირებულებას. ჩვენს მიერ ჩატარებული გამოკვლევებით დადგენილ იქნა, რომ ჩაის ბუჩქების რკალური გასხვლის ტექნოლოგიას გააჩნია მნიშვნელოვანი ნაკლოვანებები, რომლებიც შეიძლება შემდეგნაირად ჩამოვაყალიბოთ:
- სასხლავი აპარატების კონსტრუქციული სირთულე, დეტალების და მათი კვანძების დამზადების სიძვირე;
- სასხლავი აპარატების ხანგამძლეობის დაბალი მაჩვენებელი, რაც გამოწვეულია შედარებით მაღალი ინერციის ძალების, ხახუნის ძალების და რეაქტიული მომენტების ზემოქმედების შედეგად.
- შრომისა და საწვავის მაღალი დანახარჯები;
- მიმდინარე და კაპიტალური რემონტების ჩატარების სიხშირე.
აღნიშნული გარემოებიდან გამომდინარე, ჩვენს მიერ დამუშავებულია ჩაის ბუჩქების ბრტყლად (ე.ი ნიადაგის ზედაპირის პარალელურად) გასხვლის ტექნოლოგიური სქემა. შემოთავაზებული ტექნოლოგიური სქემა ითვალისწინებს ბუჩქის სიგანის ზრდას მისი პერიფერიული ტოტების ამაღლების შედეგად (იხ.ნახ.1).
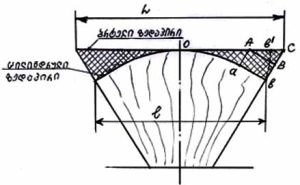
ნახ.1.ბუჩქის ცილინდრული სამუშაო ზედაპირის ბრტყელ ზედაპირთან შედარების სქემა
როგორც სქემიდან ჩანს, ფოთოლსაკრეფი ზედაპირი ბუჩქების ბრტყლად გასხვლის შემთხვევაში, ტოლია ან ხშირ შემთხვევაში მეტია, ცილინდრული ფორმის ფოთოლსაკრეფ ზედაპირთან შედარებით. რაც პრაქტიკულად ხორციელდება ბუჩქის სიგანის გაზრდით. სქემიდან ჩანს, რომ ცილინდრული ბუჩქის ზედაპირის რკალი ; ვინაიდან მცირე მართკუთხა სამკუთხედების ჰიპოტენუზა მეტია მათ უდიდეს კათეტზე. ჩვენი სქემის შემთხვევაში , ხოლო ჰიპოტენუზა მეტია უდიდეს კათეტზე . უკანასკნელი პერიოდში, საზღვარგარეთის ქვეყნებში (იაპონია, ჩინეთი და სხვ.) ჩაის პლანტაციებში ბუჩქების ფორმირება ძირითადად ხდება მდოვრე ოვალური ან ჰორიზონტალური (ბრტყელი) ზედაპირის სახით. ამ შემთხვევაში შპალერის სამუშაო ზედაპირის სიგანე გაზრდილია, შესაბამისად იზრდება ბუჩქის ფოთოლსაკრეფი ზედაპირი, რაც საბოლოო ჯამში ზრდის ბუჩქის მოსავლიანობას, ცილინდრული ფორმის მქონე ბუჩქებთან შედარებით. გარდა ამისა, მნიშვნელოვნად გამარტივებულია ფოთლის კრეფის პროცესი, როგორც ხელის კრეფის, ასევე მანქანური კრეფის დროს.
ჩაის ბუჩქების ბრტყლად, ე.ი ნიადაგის ზედაპირის პარალელურად, გასხვლის პროცესის უპირატესობები შეიძლება ჩამოვაყალიბოთ შემდეგნაირად:
− მნიშვნელოვნად გამარტივებულია სასხლავი აპარატის კონსტრუქცია, მისი კვანძების დამზადების დროს არ მოითხოვება რთული ჩარხდანადგარები;
− იზრდება აპარატის ხანგამძლეობა, ვინაიდან შემცირებულია ინერციის და ხახუნის ძალების ზემოქმედება აპარატის მექანიზმებზე;
− იზრდება ბუჩქის სამუშაო ზედაპირის ფართობი და მოკრეფილი ფოთლის ხარისხობრივი მაჩვენებლები. ვინაიდან, აპარატის განივ სიბრტყეში იძულებით გადაადგილების დროს ადგილი არა აქვს სასხლავ სივრცეში უხეში დუყების მოხვედრას;
− მცირდება აპარატის ამძრავის ენერგო დანახარჯები, რაც განპირობებულია სამუშაო ორგანოს სეგმენტური დანების მხოლოდ ბრტყელ ზედაპირზე გადაადგილებით;
− მცირდება სასხლავი აპარატის წონა და ლითონშემცველობა;
− საბოლოო ჯამში, მნიშვნელოვნად მცირდება ჩაის ბუჩქის გასხვლის ტექნოლოგიური ოპერაციის შესრულების ღირებულება. ჩაის ბუჩქების სასხლავი აპარატების ძირითადი აგროტექნიკური მოთხოვნაა ტოტების სუფთა ჭრა ე.ი ტოტების ჭრა ყოველგვარი დაზიანების გარეშე. ბუჩქზე დარჩენილი გასხლული ტოტის ჭრის ზედაპირი უნდა იყოს ნახლეჩებისა და უსწორმასწორო (სავარცხლისებური) ქიმების გარეშე. ვინაიდან, ტოტების დაზიანებული ზედაპირი ხელს უწყობს მავნებლებისა და სოკოების გავრცელებას და საბოლოოდ უარყოფითად მოქმედებს ბუჩქის ვეგეტაციაზე და მოსავლინობაზე.
ჩაის ბუჩქების ზედაპირული, შპალერული და ნახევრადმძიმე გასხვლების დროს სასხლავი ტოტების დიამეტრი მერყეობს 2-10 მმ-ის ფარგლებში. ასეთი ტოტების ჭრის დროს, მიზანშეწონილია გამოვიყენოთ საყრდენის მქონე მჭრელი დანები. ვინაიდან, უსაყრდენო ჭრის შემთხვევაში ადგილი აქვს წვრილი ტოტების გადაღუნვას, ან მათ დაზიანებას.
აღნიშნული ფაქტორების გათვალისწინებით, ჩვენს მიერ დამუშავებულია ჩაის ბუჩქების ბრტყლად სასხლავი მანქანის კინემატიკური სქემა და შერჩეულია ნორმალური ჭრის სეგმენტურ დანებიანი მჭრელი აპარატი (იხ.ნახ 2), რომელიც შესდგება უძრავი თითებისაგან და მოძრავი სეგმენტური დანებისაგან.
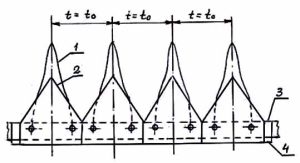
ნახ.2 ჩაის ბუჩქის სასხლავი აპარატის სქემა.
1 − უძრავი თითი; 2 − მოძრავი სეგმენტიანი დანა; 3 − უძრავი თითების ძელი; 4 − მოძრავი თითების ლარტყა.
უძრავი თითის სიგანე ჭრის ზონაში შემცირებულია, რაც განაპირობებს უძრავი თითის ბუჩქებში ადვილად შეღწევას და ტოტების ხარისხიან ჭრას. ნახ.3-ზე ნაჩვენებია მანქანის მუშაობის ტექნოლოგიური სქემა.
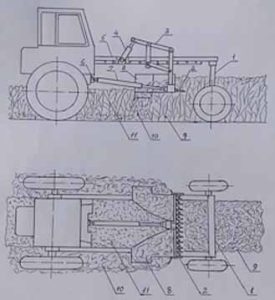
ნახ.3. ბრტყლად სასხლავი მანქანის ტექნოლოგიური სქემა
მაღალკლირენსიან თვითმავალ შასზე 1 დააგრეგატებულია ბრტყლად სასხლავი სეგმენტურ დანებიანი აპარატი 2, რომელიც პარალელოგრამული მექანიზმის 3 და ჰიდროცილინდრის 4 საშუალებით სახსრულად დაკიდებულია თვითმავალი შასის ჩარჩოზე (ლონჟერონზე) 5; სასხლავი აპარატის აძვრა ხორციელდება თვითმავალი შასის ძალამრთმევი ლილვიდან 6, კარდანული გადაცემის 7 საშუალებით. ნასხლავი მასის გვერდზე გატანა ხდება დამცურებელი ფარის 8 საშუალებით. ამგვარად თვითმავალი შასის ერთი გავლით ხდება ჩაის ბუჩქის 9 ზედაპირული გასხვლა და ბრტყლად ფორმირება. ნასხლავი მასა 10 იყრება ჩაის რიგთაშორისებში, რომლის შემდგომი დამუშავება ხდება ნიადაგდამამუშავებელი მულჩატორის საშუალებით. აღნიშნული აპარატის გამოყენება შესაძლებელია ჩაის კომბინირებულ მანქანაში, რომელიც ერთდროულად შეასრულებს ოთხ ოპერაციას (ჩაის ბუჩქების ბრტყლად გასხვლას, ნასხლავი მასის დაქუცმაცებას, რიგთაშორისებში მინერალური სასუქის შეტანას, ნიადაგის დამუშავებას და ნასხლავი მასისა და მინერალური სასუქის ნიადაგით დაფარვას). ჩაის კომბინირებული მანქანის საცდელი ნიმუში შექმნილია სოფლის მეურნეობის სამეცნიერო-კვლევითი ცენტრის აგროსაინჟინრო კვლევის სამსახურის სპეციალისტების მიერ, გამოცდილია საწარმოო პირობებში და მიმდინარეობს მუშაობა მისი კონსტრუქციის, მცირე სერიით, ქარხნული წესით დამზადების შესახებ.
ნუგზარ ებანოიძე,
ტექნიკის მეცნიერებათა დოქტორი, პროფესორი,
სსიპ სოფლის მეურნეობის სამეცნიერო-კვლევითი ცენტრი,
აგროსაინჟინრო კვლევის სამსახურის უფროსი